Dopo l’acquisto della segatrice o della sega a nastro, molti falegnami iniziano a pensare a quello di una macchina che pialli superfici accuratamente piane su tutti e quattro i lati dei pezzi in lavorazione. I laboratori professionali spesso sono attrezzati con due macchine distinte: la levigatrice a filo, per squadrare faccia e bordo di riferimento dei pezzi in lavorazione; i pezzi poi sono passati nella piallatrice a spessore, che pialla le superfici restanti parallele a faccia e bordo di riferimento. Nei laboratori casalinghi, quando non vi è spazio per due piallatrici, spesso si opta per la piallatrice a filo e a spessore, che unisce le due funzioni nella stessa macchina.
Indice
Caratteristiche
Larghezza massima di piallatura
Le piallatrici sono indicate in base alla larghezza massima del pezzo piallabile, che è determinata dalla lunghezza dei ferri imbullonati all’albero rotante. Le piccole piallatrici a filo specializzate hanno ferri corti, 150 mm o meno, ma le medie piallatrici a filo/spessore per laboratori casalinghi hanno larghezza massima di piallatura di 260 mm circa.
Velocità dell’albero
Per produrre superfici nette e levigate, l’albero cilindrico con i suoi due o tre ferri compensati deve ruotare a velocità molto elevata. A volte la velocità dell’albero è indicata in giri al minuto, ma il dato più significativo è il numero di tagli al minuto prodotti dai ferri. Gli alberi a tre ferri producono più tagli al minuto degli alberi a due ferri che ruotano alla stessa velocità. Per gli alberi a due ferri, 12.000 tagli al minuto sono una velocità rispettabile.
Lunghezza complessiva dei tavoli
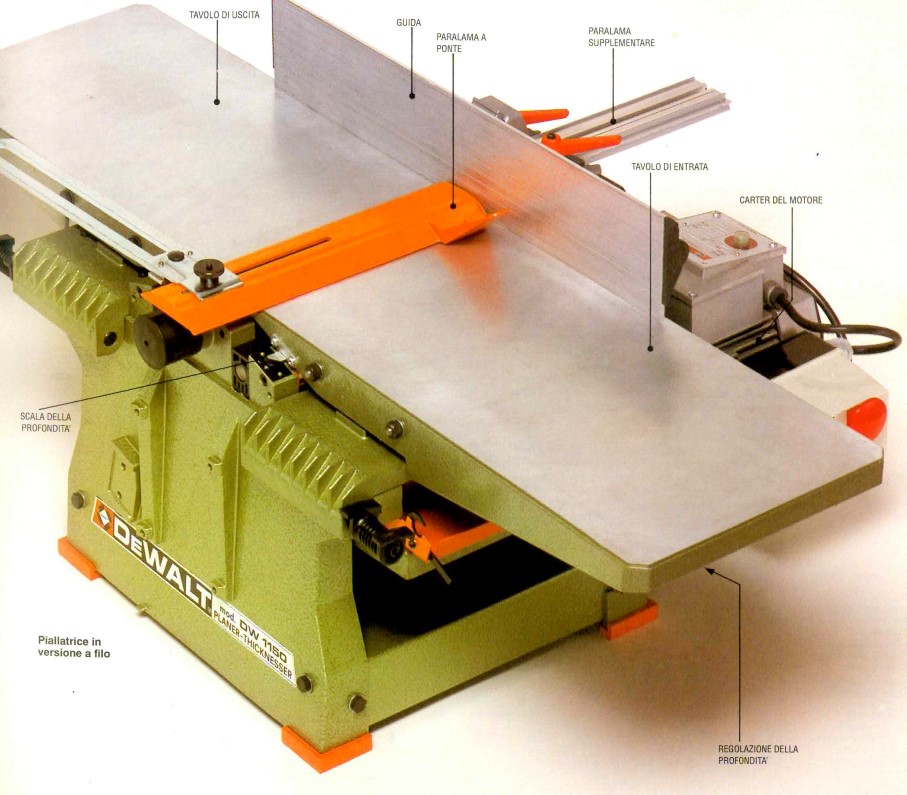
Per riuscire a piallare bordi perfettamente diritti sui pezzi in lavorazione, la lunghezza complessiva del tavolo di entrata più quella del tavolo di uscita deve essere la maggiore possibile. Nelle piallatrici medie la lunghezza complessiva è di 1 m circa.
Guida
La guida metallica rigida è essenziale per piallare bordi a squadra e inclinati. Tutte le guide devono potersi inclinare a tutti gli angoli tra 90° e 45° rispetto al tavolo. Le guide che chiudono automaticamente contro gli arresti alle estremità sono molto comode, ma si controlla sempre la regolazione con la squadra a zoccolo o con la falsa squadra.
Profondità massima di taglio
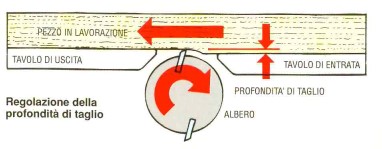
L’albero è situato tra i due tavoli in metallo fuso regolabili separatamente. L’altezza del tavolo dietro l’albero (tavolo di uscita) deve essere regolata in modo che sia a filo della sommità del cerchio descritto dai ferri in rotazione. Il tavolo davanti all’albero (tavolo di entrata) si abbassa per ottenere la profondità di taglio voluta, fino alla massima di 3 mm circa. I tagli molto leggeri di 0,5 mm producono finiture migliori, ma per la velocità, si effettuano due o tre tagli più profondi seguiti da uno o più di finitura. La profondità di taglio è indicata sulla scala vicina al tavolo di entrata.
Paralama
I ferri rotanti delle piallatrici riescono a staccare la punta delle dita in frazioni di secondo: quindi non si deve mai azionare la macchina senza protezioni adeguate.
Il paralama a ponte, che è regolabile in altezza e che scorre per tutta la larghezza dell’albero, è la forma ideale di protezion Alcuni tipi di piallatrici sono dotati di paralama a ponte a molla che è sollevato o spinto di lato dal pezzo in lavorazione mentre passa sull’albero: i paralama di questo tipo sono superiori alla versione più semplice che per esporre i ferri ruota semplicemente di lato.
Inoltre dietro la guida deve esservi un altro paralama che scorre automaticamente sull’albero quando si regola di lato la guida.
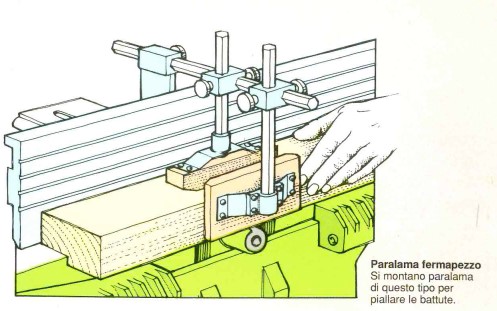
Non si deve mai cercare di battentare i pezzi in lavorazione senza il dispositivo di protezione fermapezzo: si evita così la necessità di avvicinare le mani ai ferri.
Interruttori
Gli interruttori devono essere accessibili dalle due estremità della macchina cosi da poterli girare rapidamente in caso di emergenza, non importa se si stia piallando a filo o a spessore.
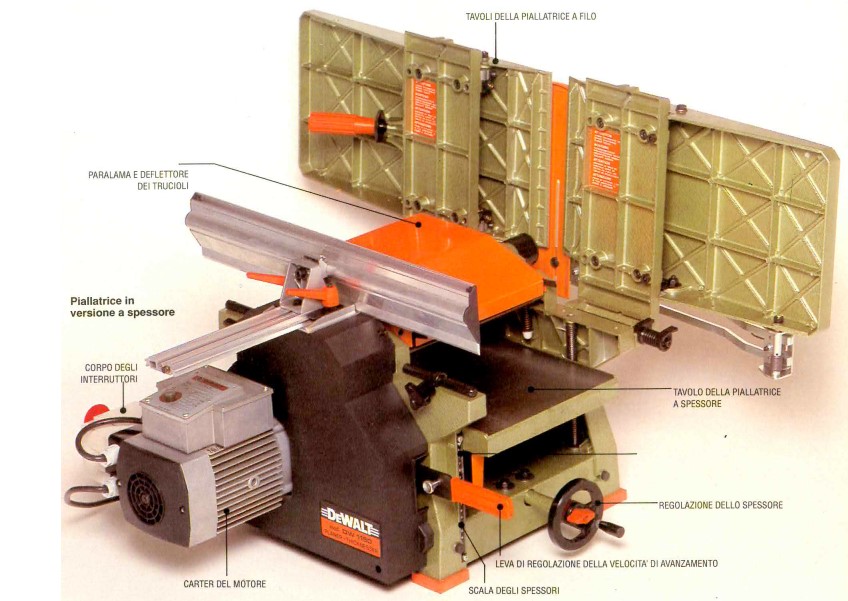
Larghezza del tavolo della piallatrice a spessore
Il tavolo delle piallatrici a spessore medie è largo 250 mm circa. Non si devono mai piallare pezzi più corti della larghezza del tavolo. Se il pezzo in lavorazione riesce a scivolare di lato, può essere scheggiato da rulli di avanzamento e ferri e le schegge essere scagliate con forza notevole.
Rulli di avanzamento
La piallatrice a spessore è munita di due rulli di avanzamento a molla azionati dal motore che fanno passare il pezzo in lavorazione sotto l’albero rotante e lo fanno uscire dall’altra estremità della macchina. Il rullo di entrata, in genere un rullo di acciaio con scanalature orizzontali, è situato davanti all’albero e fornisce la forza motrice principale. Il rullo di uscita, che è situato dietro l’albero, è liscio (in modo che non segni le superfici piallate) e esercita minore pressione sul pezzo. A volte nei tagli molto leggeri le ammaccature parallele lasciate dal rullo scanalato sono visibili sulla superficie piallata. Per questa ragione alcuni tipi di piallatrice hanno rulli motori rivestiti in gomma.
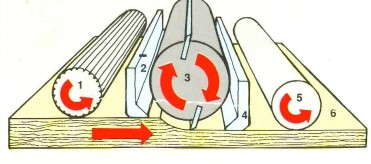
Rulli di avanzamento della piallalrice a spessore
1 Rullo di entrata
2 Rompitrucioli
3 Albero
4 Barra di pressione
5 Rullo di uscita
6 Pezzo in lavorazione
Profondità massima dl piallatura a spessore
Quando i pezzi passano attraverso la piallatrice a spessore viaggiano sul letto situato sotto lo stesso albero usato per la piallatura a filo. Il tavolo della piallatrice a spessore delle macchine medie per laboratori casalinghi possono essere alzati e abbassati per accogliere pezzi con spessore massimo compreso tra 160 e 180 mm. Anche se la piallatrice è una macchina potente, non si deve mai cercare di rimuovere più di 3 o 4 mm a passata.
Motori elettrici
I piccoli motori elettrici da 375 W sono abbastanza potenti per le piallatrici a filo specializzate. Nelle piallatrici a spessore, però, il motore serve per azionare contemporaneamente rulli di avanzamento e albero, per questo sono necessari motori più grandi, da 1,5 a 2,2 kW (da 2 a 3 Hp). Sono reperibili anche tipi in cui i rulli di avanzamento possono essere scollegati in modo che tutta la potenza sia disponibile per la piallatrice a filo.
Velocità di alimentazione della piallatrice a spessore
Visto che la bassa velocità di avanzamento unita all’alta velocità dell’albero produce le finiture migliori, i falegnami dilettanti preferiscono alla alta velocità di alimentazione piallatrici che producono buone finiture. Molte piallatrici a spessore, quindi, sono progettate per far avanzare i pezzi alla velocità relativamente bassa di 5 m al minuto. Sono reperibili però anche piallatrici a spessore con velocità di 9 m al minuto, aumentabile sino a 11 m al minuto. Come regola generale si fanno avanzare i pezzi lentamente, ma con i legni dolci si aumenta la velocità.
Dispositivo antlrigetto
Se per qualsiasi motivo i rulli perdono la presa sul pezzo in lavorazione, questo può essere scagliato fuori macchina dall’albero. Per evitarlo, davanti al rullo di entrata pende una serie di denti appuntiti, o “denti di arresto”. Quando il pezzo in lavorazione passa sotto i denti di arresto, questi si sollevano lasciando libero il passaggio. Nel caso il pezzo in lavorazione dovesse scorrere all’indietro, i denti di arresto appuntiti si impegnano nella superficie del legno limitandone il movimento.
Aspirazione dei residui
Senza impianto di aspirazione, i trucioli si depositano sui tavoli sopra e sotto l’albero, danneggiando l’efficienza e la precisione della macchina. Di conseguenza si deve fermare regolarmente la piallatrice e eliminare i residui accumulatisi. Un semplice tubo collegato all’impianto mobile risolve il problema.










Norme di sicurezza
Le piallatrici si azionano sempre con grande attenzione, imparando sistemi di lavoro sicuri e osservando sempre le norme di sicurezza generali per le macchine utensili.
-Seguire sempre le istruzioni allegate per montare i ferri, verificare che siano ben fissati e completare l’operazione prima di accendere la macchina.
-Controllare la macchina prima di accenderla, assicurandosi che nulla possa ostruire l’albero.
-Non usare mai la piallatrice a filo senza paralama in posizione.
-Far avanzare i pezzi sottili sui ferri con il bastone di alimentazione. Mai cercare di piallare legname con spessore minore a 6 mm.
-Mai provare a piallare legname così corto da non poter essere tenuto ben saldo con entrambe le mani.
-Fare avanzare sempre i pezzi in lavorazione contro il verso di rotazione dell’albero. Nella piallatura a filo, far passare i pezzi dal tavolo di entrata a quello di uscita. Nella piallatura a spessore farli avanzare dall’estremità opposta della macchina.
-Fare avanzare un pezzo alla volta nella piallatrice a spessore. La pressione dei rulli di avanzamento può non essere sufficiente se ripartita su più pezzi e uno può essere rigettato dall’albero.
-Non forzare mai i pezzi in lavorazione attraverso la piallatrice a spessore. Lasciare che i rulli di avanzamento lavorino alla velocità prestabilita.
-Nella piallatura di pezzi con spessore non uniforme, regolare la profondità di taglio per affrontare prima la parte a spessore maggiore, poi rialzare gradualmente il tavolo tra le passate sino a tagliare la tavola per tutta la lunghezza.
-Mai alimentare legname più corto della larghezza del tavolo della piallatrice a spessore o più corto della distanza tra i rulli di avanzamento.
-Quando si piallano pezzi lunghi, farsi aiutare a portarne il peso all’uscita dalla macchina oppure sostenerli con il cavalletto a rulli.
-Nella piallatrice a spessore usare il bastone di alimentazione anziché le mani per recuperare pezzi in lavorazione o per pulire dai trucioli.
FERRI PER PIALLATRICE
Pochi tipi di piallatrice sono prodotti con ferri intercambiabili a doppio tagliente come quelli usati nei pialletti elettrici. La maggior parte delle piallatrici, invece, monta due o tre ferri a tagliente singolo, o “coltelli.; che devono essere arrotati e affilati con regolarità.
Tipi di ferri
Le piallatrici per dilettanti hanno in dotazione ferri in acciaio rapido, che sono perfettamente idonei a meno che si pensi di piallare grandi quantità di truciolare e di essenze “granulose” quali il teak. Quando si piallano tali materiali, si segue l’esempio dei professionisti e si montano i più costosi ferri con placchette in carburo di tungsteno, che conservano più a lungo l’affilatura ma quando è arrivato il momento, devono essere fatti riaffilare da professionisti. Anche i ferri in acciaio rapido devono essere fatti arrotare, ma si possono affilare ogni tanto con la pietra a olio.
Montaggio del ferri
Nel montaggio dei ferri è importante seguire alla lettera le istruzioni allegate alla piallatrice, anche se, come principio, i ferri si infilano nelle scanalature dell’albero. A volte i ferri si posano su molle sul fondo delle scanalature e la regolazione dell’altezza è semplicemente un problema di trattenerli contro l’azione delle molle. Normalmente i ferri sono fissati con morsetti a barra a forma di cuneo tenuti più o meno serrati regolando i bulloni di tenuta. Prima di accendere la macchina, controllare sempre due volte il fissaggio dei ferri.
Regolazione dei ferri
Tutti i ferri devono sporgere uniformemente dall’albero se devono svolgere la giusta parte di lavoro. Se un ferro è più alto dell’altro, effettua tutta la piallatura ma ne risente la qualità della finitura. E’ disponibile la speciale attrezzatura di regolazione dei ferri, ma per i laboratori casalinghi è quasi altrettanto idoneo un semplice listello diritto. Si stacca sempre la piallatrice dalla presa elettrica prima di regolare i ferri.
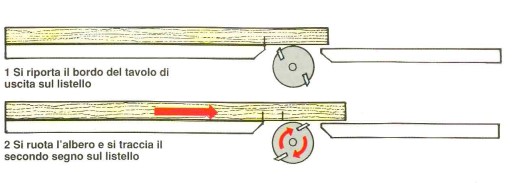
Si regolano a vista i ferri sino a quando sembra che sporgano della quantità richiesta. Si abbassa leggermente il tavolo di uscita, poi vi si posa il listello sovrapponendolo a un’estremità dell’albero. Si riporta il bordo del tavolo di uscita sul listello (1). Si ruota lentamente a mano l’albero, lasciando che il ferro sollevi il listello e lo trascini avanti, poi si riporta di nuovo il bordo del tavolo sul listello (2).
Si sposta il listello all’altra estremità dell’albero, allineando il primo segno al bordo del tavolo. Si ruota di nuovo l’albero. Lo stesso ferro deve spostare in avanti il listello esattamente della stessa quantità. Se il secondo segno non è allineato al bordo del tavolo, si regola l’altezza del ferro a quell’estremità sino a allinearlo.
Si serrano i morsetti a barra, quindi, lavorando allo stesso modo, si controlla che serrando i morsetti non si sia alterata la regolazione. Si ruota l’albero e si regolano i ferri allo stesso modo. Infine si rialza il tavolo di uscita in modo che i ferri raschino appena la faccia inferiore del listello.
PIALLARE A FILO
Per piallare a macchina il legname, prima si lavorano faccia e bordo di riferimento con la piallatrice a filo poi si passa il pezzo nella piallatrice a spessore per piallare i lati restanti. Studiando il legno si scelgono i lati più adatti alla piallatura. I pezzi imbarcati si piallano con la faccia concava appoggiata ai tavoli della macchina: é praticamente impossibile spianare le superfici convesse nella piallatrice perché il pezzo oscilla sui tavoli mentre passa sui ferri.
Per ottenere finiture lisce. si orienta il legno in modo che le fibre corrano angolate rispetto ai ferri. Eccezionalmente, quando le fibre corrono in direzioni diverse, la decisione non semplice: si pialla a taglio fine e se la macchina danneggia le fibre, si ruota il pezzo e si prova di nuovo.

Piallatura della faccia di riferimento
Si abbassa il tavolo a spessore. quindi si sposta di lato la guida per accogliere la faccia più larga del pezzo in lavorazione e si seleziona la profondità di taglio regolando il tavolo di entrata.
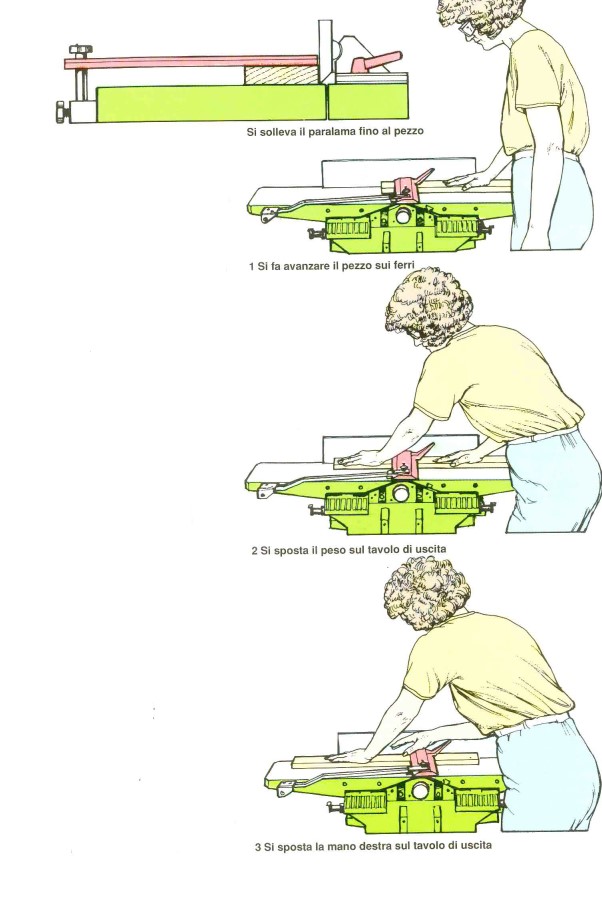
Si fa scorrere il paralama a ponte coprendo l’albero e. con il pezzo appoggiato sul tavolo di entrata, si solleva il paralama a sfiorare appena il pezzo in lavorazione.
Stando a lato del tavolo di entrata, si accende. Si fa avanzare sui ferri il pezzo in lavorazione con la mano destra piatta sul pezzo stesso (1). Si esercita solo la pressione necessaria a guidare il pezzo. Se premendo si appiattiscono sul tavolo di entrata pezzi imbarcati o svergolati. i ferri rimuovono dalla superficie uno strato uniforme di legno, ma non appena si smette di premere, il legno ritorna nello stato di deformazione precedente. Si devono invece piallare solo i punti a contatto con il tavolo, rimuovendo gradualmente sempre più legno sino a quando la superficie è piana.
Mentre il pezzo in lavorazione passa sotto il paralama, si sposta il peso del corpo in modo da tenere il pezzo sul tavolo di uscita con la mano sinistra (2). Si continua a far avanzare il pezzo a velocità costante. spostando la mano destra al pezzo sul tavolo di uscita (3). Il pezzo deve essere tenuto in movimento sino a quando sia completato il primo taglio. Si riporta il pezzo in lavorazione sul tavolo di entrata e si lavora allo stesso modo sino a quando la faccia è piana.
Piallatura del bordo di riferimento
Si rimuovono i trucioli dalla guida e si controlla che sia in verticale e bloccata a fondo.
Si abbassa completamente il paralama e lo si sposta di lato per permettere al pezzo in lavorazione di passare tra paralama e guida con il gioco minimo. Si controlla che la punta delle dita non possa scivolare tra l’estremità della guida e il pezzo in lavorazione.
Si accende e. con la faccia di riferimento tenuta con forza contro la guida, si passa il pezzo in lavorazione da una mano all’altra sopra l’albero.

Piallatura degli smussi
Per piallare bordi smussati lungo i pezzi in lavorazione, si inclina la guida all’angolo necessario e si sposta di lato il paralama a ponte lasciando il gioco minimo al pezzo.
Per mantenere la precisione dello smusso, si deve evitare che il bordo inferiore del pezzo in lavorazione scivoli via dalla guida. Si usa la mano sinistra come guida stazionaria, tenendo il pezzo contro la guida con pollice e indice mentre le tre altre dita sono appoggiate al tavolo, e si fa avanzare il pezzo in lavorazione con la destra.

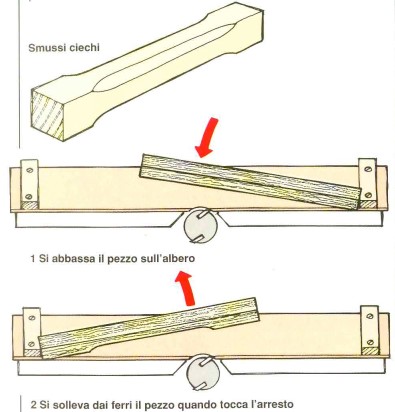
Plallatura di smussi ciechi
Nella costruzione dei mobili spesso si usano gli smussi ciechi come particolari decorativi. La piallatrice a filo è la macchina ideale per realizzare tali particolari, ma prima di affrontare la lavorazione da soli è necessario farsi consigliare da professionisti. Comporta l’identico abbassamento dei due tavoli, in modo da tagliare lo smusso in una sola passata. Si avvitano gli arresti a una tavola lunga, che si blocca con i morsetti alla guida e si inclina la guida stessa a 45 gradi. Il paralama si regola come nella piallatura degli smussi normali.
Si accosta un’estremità del pezzo in lavorazione all’arresto posteriore, mentre si tiene l’altra estremità sopra l’albero (1). Con la punta delle dita sull’estremità del legno, si abbassa lentamente il pezzo sull’albero. La forza verso il retro è notevole al primo contatto con i ferri. Si fa avanzare il pezzo lungo la guida sino a quando arriva a appoggiarsi all’arresto anteriore, quindi con molta cura si solleva il legno dai ferri (2) e si spegne. Per sicurezza gli smussi ciechi si piallano su pezzi più lunghi del necessario, che si tagliano in misura alle due estremità dopo la piallatura.
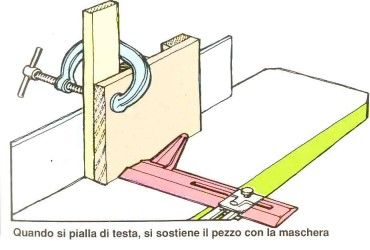
Piallatura dl testa
Per piallare di testa, si realizza una maschera simile a quella usata per tagliare i tenoni con la segatrice. Tutta la maschera deve essere in legno dolce: il multistrati scheggia i taglienti delle piallatrici. Con il morsetto si blocca il pezzo in lavorazione alla maschera prima di passarlo sull’albero.
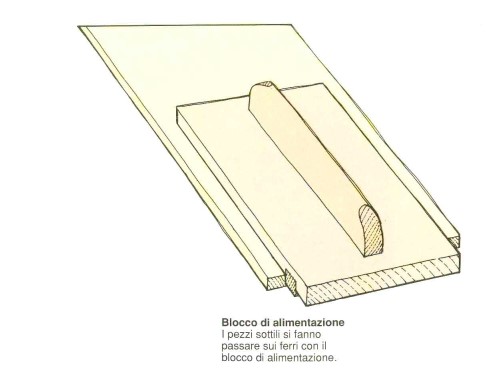
Piallatura dl pezzi sottili
Non è sicuro fare avanzare a mano sui ferri delle piallatrici pezzi sottili. Si realizza il blocco di alimentazione in legno dolce, con un listello incastrato nella faccia inferiore per spingere il bordo posteriore del pezzo in lavorazione. Al centro si avvita una lunga impugnatura in modo da poterlo guidare con due mani.
PIALLATRICE A SPESSORE
Dopo avere piallato piani, faccia e bordo di riferimento, il pezzo in lavorazione è pronto per la piallatrice a spessore, ma non si sprechi tempo e danaro trasformando in trucioli più legno del necessario. I pezzi sovradimensionati si riducono approssimativamente alla larghezza o allo spessore finiti con la sega a nastro, quindi si riportano alla piallatrice a spessore.
Preparazione della piallatrice a spessore
Dopo aver rimosso la guida si solleva e si fissano uno o entrambi i tavoli, secondo le istruzioni allegate alla macchina. Si ruotano in posizione paralama e deflettore dei trucioli della piallatrice a spessore. Si seleziona la profondità di taglio regolando il tavolo a spessore all’altezza prevista indicata dalla scala.
Avanzamento dei pezzi
Si accende e si impegna il meccanismo di avanzamento automatico: quindi, stando in piedi leggermente di lato alla macchina, si inserisce l’estremità del pezzo nella piallatrice a spessore sino a quando i rulli di avanzamento lo trascinano sotto l’albero. Se i rulli non fanno presa sul pezzo, si alza leggermente il tavolo.
Si passa all’altra estremità della macchina e si recupera il pezzo, evitando però di accelerare l’operazione tirando il pezzo.
Si ritorna all’estremità di entrata della macchina e si alza il tavolo per la passata successiva, quindi si opera come prima.
Piallatura di tavole sottili
Per piallare con la piallatrice a spessore tavole più sottili della profondità minima di taglio, si posa il pezzo in lavorazione su una tavola più spessa già piallata con spessore uniforme e si passano insieme nella macchina.
Piallatura dei bordi
I pezzi sufficientemente spessi per essere stabili si passano di taglio nella piallatrice a spessore, ma i pezzi sottili possono rovesciarsi mentre sono presi dai rulli, frantumandosi agli angoli. Quando si dubita che vi sia la possibilità di danneggiare il pezzo in lavorazione. con la segatrice circolare o con la sega a nastro lo si taglia longitudinalmente 1 mm circa in più della larghezza finita. Se si preparano più elementi identici, si segano tutti sulla stessa regolazione. Si porta un pezzo alla piallatrice a filo regolata a taglio fine e si piallano i primi 25 mm del bordo segato. Si controlla la larghezza e, se necessario, si regola la profondità di taglio. Quando si è soddisfatti della larghezza del pezzo in lavorazione, si passa tutto il bordo segato sui ferri. Infine, con una sola passata, si piallano tutti i pezzi identici alla stessa larghezza.