Per secoli le lame scheggiate o ottuse sono state ripassate su pietre a gradazione grossa da 100 a 200 grani. Anche se tale metodo è corretto e ancora seguito, oggi molti falegnami preferiscono riparare il tagliente degli scalpelli e del ferro delle pialle con mole a alta velocità o con mole a umido a bassa velocità.
Indice
Come Scegliere la Mola
Mola a alta velocità
La mola da banco standard ha motore elettrico da 1/4 a 1/2 HP che fa ruotare a 3000 giri/minuto circa due dischi, o mole, all’ossido di alluminio. La maggior parte dei dischi ha diametro compreso tra 125 e 200 mm. I dischi più grandi sono migliori per la molatura dei ferri perché quelli di piccolo diametro producono smussi esageratamente incavati. I dischi sono intercambiabili, ma la maggior parte delle macchine monta un disco di gradazione grossa e uno fine.
I dischi di tutte le mole a alta velocità sono alloggiati in custodie e sono dotati di schermo paraschegge in plastica trasparente. Davanti ai dischi è montato il portautensili regolabile.
Le mole, prima di essere usate, devono essere imbullonate al banco di lavoro.
Le mole a alta velocità affilano le lame rapidamente. Grazie alla gamma di accessori, dai dischi abrasivi alle spazzole metalliche e alle cuffie per lucidatura, possono anche sagomare, pulire e lucidare tutti i tipi di opere in metallo.
Dischi abrasivi gommati
Normalmente le lame, dopo la molatura dello smusso, sono affilate sulla pietra. Tuttavia si possono affilare scalpelli, sgorbie e ferri delle pialle con la mola da banco, usando i dischi di neoprene con carburo di silicio annegato. I dischi, con diametro da 100 a 150 mm e resistenti a olio e acqua, sono reperibili con gradazione grossa, media e fine.
Le lame si molano con il disco che ruota verso l’operatore, ma i dischi abrasivi gommati devono ruotare in verso contrario altrimenti la lama ne danneggerebbe il materiale, relativamente morbido. Nelle mole in cui non è possibile invertire il verso della rotazione, si lavora con la lama sul lato del disco.
Molatrice a umido
Il problema del surriscaldamento delle lame si può evitare usando le molatrici a umido a bassa velocità. Il cilindro abrasivo ruota a soli 500 giri/minuto, lubrificato dal rivolo continuo d’acqua dal serbatoio montato sulla macchina. l disco standard per lavori generici è da 1000 grani, ma ne esistono da 180 a 6000 grani, basta solo sostituirlo. L’ultimo si usa per l’affilatura fine dei taglienti.

Mole combinate
Sono disponibili anche molte macchine che offrono i pregi sia delle mole a secco a alta velocità sia di quelle a umido a bassa velocità. A un’estremità della macchina, per esempio, è montato il disco all’ossido di alluminio e all’altra il disco a umido a frizione che ruota nel bagno d’acqua. Le lame si affilano sul bordo del disco a umido.
Altri tipi di macchine combinano il disco normale con uno speciale nastro per affilare. Grazie alla loro superficie maggiore, i nastri non si riscaldano così rapidamente come i dischi a alta velocità.











ARROTATURA DI SCALPELLI E FERRI DA PIALLA
Con la mola di gradazione grossa si risagomano le lame consumate irregolarmente, poi si passa a quella fine.
Prima di molare il nuovo smusso di pialle e scalpelli si controlla il tagliente con la squadra a zoccolo (1). Se si è consumato irregolarmente, si traccia la perpendicolare ai bordi lunghi della lama con pennarello a punta extra fine.
Si regola il portautensili 3 mm circa davanti alla mola, si controlla che i morsetti di bloccaggio siano serrati, quindi si accende la
macchina.
Dopo aver calzato gli occhiali protettivi, si immerge la lama nell’acqua e la si posa. smusso in basso, sul portautensili. Si fa avanzare gradualmente il tagliente verso la mola e non appena la tocca, si muove la lama da un lato all’altro tenendola in movimento tutto il tempo per evitare che si surriscaldi (2). Si immerge nell’acqua ogni pochi secondi.
Dopo aver molato la lama in squadra. si spegne la macchina e si regola il portautensili in modo da presentare la lama con angolo di 25° rispetto alla mola.
Si riaccende la macchina e si lavora come prima, molando questa volta uno smusso uniforme su tutta la larghezza della lama (3). senza premere eccessivamente e raffreddando la lama. Se si lascia riscaldare il metallo fin quando diventa blu, perde la tempera e non conserva a lungo il tagliente affilato. L’unico rimedio consiste nel molare la lama oltre la superficie diventata blu.

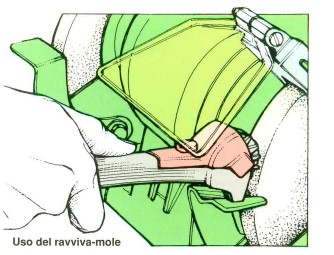
Manutenzione
Le mole di ossido di alluminio non lavorano efficacemente quando la superficie diventa “smaltata”, cioè intasata dalle particelle di metallo.
La nuova superficie pulita si ricrea tenendo il ravviva mole contro il disco in rotazione. In alternativa si ravviva la mola con il blocchetto di carborundum.